
Page 25 - Marix Technology
P. 25
2009년 Marix Technoloy
또한 이멀션 상태의 칼슘 스테아레이트 분산액은 유와 입자는 그 크기가 작을 수록 코팅 칼라
속에서 도포될 수 있는 면적이 커지기 때문에 우수한 윤활 이형성을 발휘할 수 있고, 둥근 구형의
입자 형태를 유지할수록 베어링 효과와 같은 Rolling Friction을 저하시킬 수 있어 우수한 윤활 이
형성을 발휘하게 된다.
4.5. 발수성
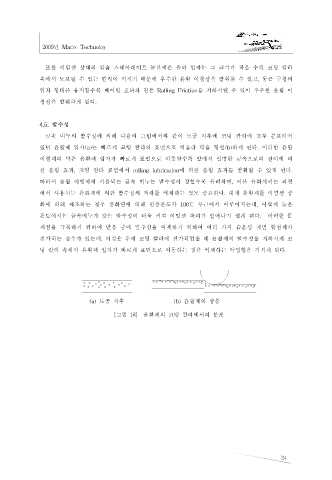
금속 비누의 발수성에 의해 다음의 그림에서와 같이 도공 직후에 코팅 칼라에 고루 분포되어
있던 윤활제 입자(a)는 빠르게 코팅 칼라의 표면으로 떠올라 막을 형성(b)하게 된다. 이러한 윤활
이형제의 막은 윤활제 입자가 빠르게 표면으로 이동할수록 앞에서 설명한 금속으로의 전이에 의
한 윤활 효과, 코팅 칼라 표면에서 rolling lubrication에 의한 윤활 효과를 발휘할 수 있게 된다.
따라서 윤활 이형제에 사용되는 금속 비누는 발수성이 강할수록 유리하며, 이를 유화시키는 과정
에서 사용되는 유화제에 의한 발수성의 저하를 억제하는 것도 중요하다. 대걔 윤활제를 이멀션 중
화에 의해 제조하는 경우 중화열에 의해 반응온도가 100℃ 부근에서 이루어지는데, 이렇게 높은
온도에서는 금속비누가 갖는 발수성이 더욱 커져 이멀션 파괴가 일어나기 쉽게 된다. 이러한 문
제점을 극복하기 위하여 반응 중에 발수성을 억제하기 위하여 여러 가지 습윤성 계면 활설제가
첨가되는 경우가 있는데, 이것은 후에 코팅 칼라에 첨가되었을 때 윤활제의 발수성을 저하시켜 코
팅 칼라 속에서 윤활제 입자가 빠르게 표면으로 이동하는 것을 억제하는 악영향을 끼치게 된다.
(a) 도공 직후 (b) 윤활제의 상승
[그림 18] 윤활제의 코팅 칼라에서의 분포
24